





Perundingan Produk
Alamat e-mel anda tidak akan diterbitkan. Medan yang diperlukan ditanda *


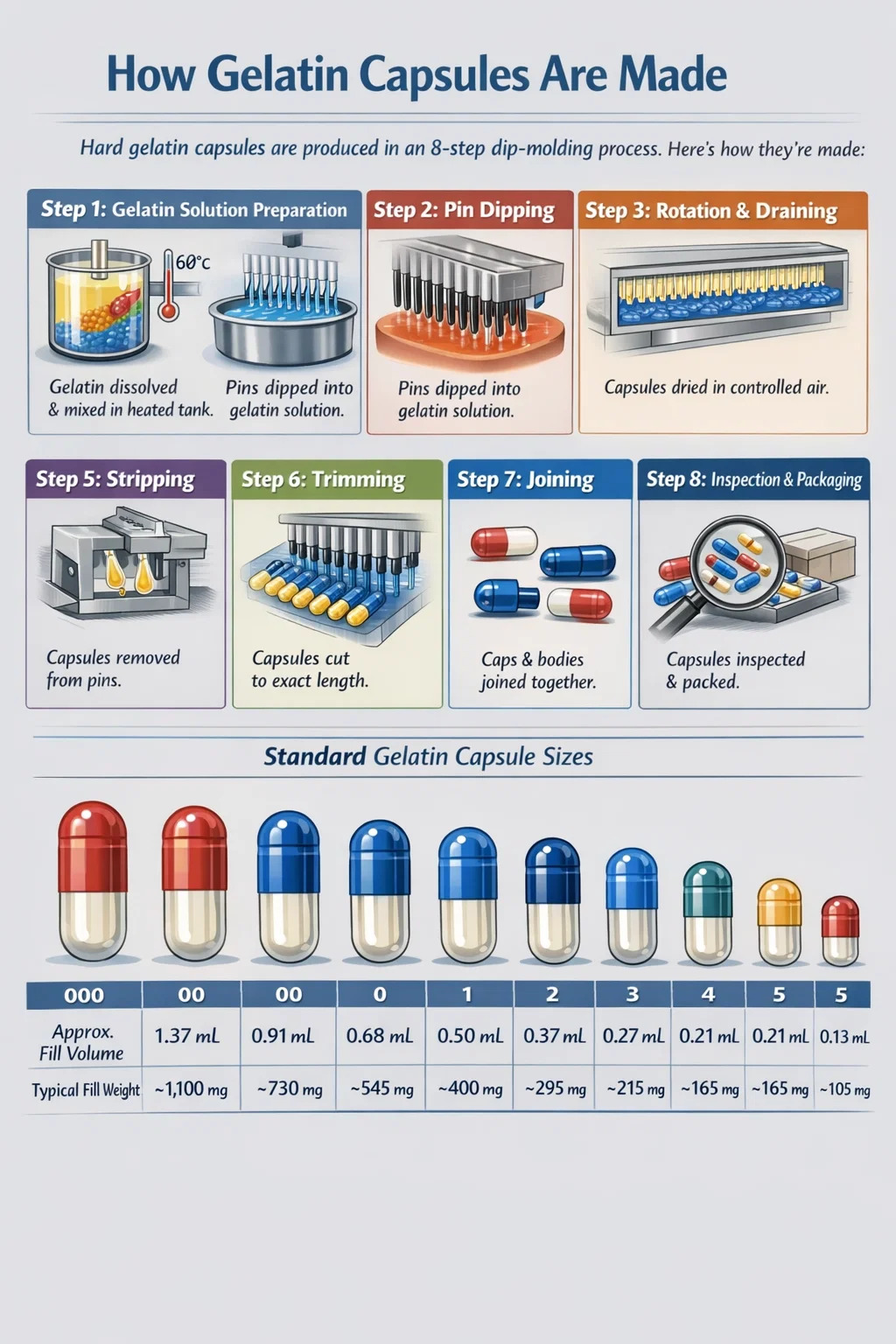
Kapsul — terutamanya kapsul gelatin — dihasilkan melalui proses pengacuan celup di mana pin keluli tahan karat kejuruteraan ketepatan direndam ke dalam larutan gelatin dikawal suhu, ditarik balik, dikeringkan, dilucutkan, dipangkas dan dicantumkan untuk membentuk cangkerang siap. Proses ini terpakai kepada kapsul gelatin keras (HGC) , yang menyumbang kira-kira 70–75% daripada semua kapsul yang dihasilkan secara global. Kapsul gelatin lembut (gel lembut) mengikut kaedah enkapsulasi mati berputar yang berbeza di mana cangkerang dan bahan isi terbentuk serentak.
Keseluruhan kitaran pembuatan untuk kapsul gelatin keras - dari mencelup pin ke cangkang siap - biasanya mengambil masa 45 hingga 50 minit setiap kitaran kelompok pada talian automatik moden, dengan mesin pengeluaran tunggal yang mampu menghasilkan lebih daripada 1 juta cengkerang kapsul sejam. Memahami proses ini adalah penting untuk pengeluar farmaseutikal, jenama nutraseutikal, farmasi pengkompaun, dan sesiapa sahaja yang mendapatkan atau menilai bahan kapsul.
Kapsul gelatin ialah cangkerang yang dibuat terutamanya daripada gelatin — protein yang diperoleh daripada hidrolisis separa kolagen yang diperoleh daripada tulang haiwan, kulit dan tisu penghubung, selalunya daripada asal lembu atau babi. Cangkang larut dalam cecair gastrik di dalamnya 3 hingga 10 minit , melepaskan kandungannya dengan cekap ke dalam sistem pencernaan.
Kapsul gelatin menguasai pasaran farmaseutikal dan suplemen untuk beberapa sebab yang boleh diukur:
Dua jenis utama kapsul gelatin wujud dalam pengeluaran komersial: kapsul gelatin keras dan kapsul gelatin lembut. Proses pembuatan mereka pada asasnya berbeza, dan aplikasi mereka mencerminkan perbezaan tersebut.
Sebelum meneliti proses pengeluaran, adalah perlu untuk memahami bahan input yang secara langsung menentukan kualiti cangkang, prestasi pembubaran dan pematuhan peraturan.
Gelatin gred farmaseutikal yang digunakan dalam pengeluaran kapsul mesti memenuhi spesifikasi yang digariskan dalam Farmakope Amerika Syarikat (USP), Farmakope Eropah (Ph. Eur.), dan Pharmacopoeia Jepun (JP). Parameter kualiti utama termasuk:
Cengkerang gelatin tulen akan menjadi terlalu rapuh untuk pengendalian praktikal. Plasticizers ditambah untuk memperkenalkan fleksibiliti. Untuk kapsul keras, kandungan plasticizer dikekalkan minimum (di bawah 1–2%). Untuk kapsul gelatin lembut, kepekatan plasticizer jauh lebih tinggi - biasanya 20–30% daripada rumusan cangkerang . Pemplastis yang paling biasa ialah gliserin, dengan sorbitol digunakan dalam aplikasi sensitif kelembapan.
Titanium dioksida digunakan sebagai opacifier untuk mengelakkan degradasi cahaya bahan pengisi fotosensitif. Pewarna yang diluluskan (pewarna FD&C, oksida besi, pigmen semulajadi seperti annatto atau carmine) dimasukkan ke dalam larutan gelatin sebelum dicelup. Satu cangkang kapsul mungkin mengandungi 0.01% hingga 2% w/w titanium dioksida bergantung pada tahap kelegapan yang diperlukan.
Air tulen (memenuhi piawaian USP atau Ph. Eur.) ialah pelarut utama untuk pembubaran gelatin. Larutan gelatin yang digunakan dalam mencelup biasanya mengandungi 30–40% w/w pepejal gelatin dilarutkan dalam air , dikekalkan pada 50–60°C untuk memastikan larutan pada kelikatan yang sesuai untuk dicelup.
Sesetengah pengeluar menambah bahan pengawet antimikrob berkepekatan rendah seperti sulfur dioksida (SO₂) kepada jisim gelatin untuk mengelakkan pencemaran mikrob semasa pemprosesan. Paras yang dibenarkan dalam gelatin siap biasanya tidak lebih daripada 50 mg/kg setiap Ph. Eur. spesifikasi.
Pembuatan cangkerang kapsul gelatin keras mengikut urutan langkah yang dikawal ketat. Setiap fasa berlaku dalam bahagian khusus mesin pembuat kapsul automatik (seperti yang dihasilkan oleh Capsugel, ACG atau Qualicaps). Berikut ialah pecahan terperinci setiap peringkat:
Butiran gelatin gred farmaseutikal ditimbang dan dilarutkan dalam air yang disucikan menggunakan bekas pencampur berjaket dengan pemanasan terkawal. Penyelesaian dibawa ke 60–70°C di bawah kacau berterusan selama 2-4 jam sehingga homogen sepenuhnya. Pewarna, opacifier dan sebarang eksipien ditambah semasa peringkat ini. Penyelesaian terakhir dinyahgas di bawah vakum untuk mengeluarkan gelembung udara yang sebaliknya akan membuat lubang jarum dalam cangkerang siap. Penyelesaian itu kemudiannya dipindahkan ke tangki pegangan di mana suhu dikekalkan 50–55°C untuk mengelakkan pembentukan gel pramatang sambil mengekalkan kelikatan yang betul untuk mencelup.
Teras pembuatan kapsul keras ialah proses pengacuan celup. Pin keluli tahan karat atau loyang — dimesin dengan ketepatan mengikut dimensi yang tepat bagi setiap saiz kapsul (saiz 000 hingga saiz 5, dengan isipadu sepadan dari 1.37 mL hingga 0.13 mL) — disusun dalam bar yang memuatkan ratusan pin setiap satu. Bar pin ini mula-mula dibersihkan, diperiksa dan dipralincirkan dengan agen pelepas (biasanya pelincir acuan berasaskan cetrimide atau agen serupa) untuk memudahkan penyingkiran kapsul.
Bar pin kemudiannya dicelupkan ke dalam larutan gelatin terkawal suhu. Tangki celup dikekalkan pada 45–50°C untuk memastikan gelatin menyaluti pin secara seragam. Pin badan dan pin penutup dicelup secara berasingan, kerana ia mempunyai dimensi yang sedikit berbeza — penutup mempunyai diameter yang lebih besar sedikit untuk membolehkan badan meluncur ke dalam dan terkunci semasa penyambungan. Kedalaman celupan dan kelajuan penarikan dikawal dengan tepat untuk mencapai ketebalan dinding tempurung yang seragam 0.09 hingga 0.12 mm .
Sejurus selepas mencelup, bar pin diterbalikkan dan diputar perlahan-lahan. Putaran ini memastikan pengedaran sekata filem gelatin ke atas seluruh permukaan pin, mengelakkan pengumpulan di hujung. Semasa fasa ini, lebihan gelatin mengalir kembali ke dalam tangki celup, mengurangkan bahan buangan.
Pin bersalut melalui satu siri tanur pengeringan di mana udara terkondisi pada suhu dan kelembapan terkawal dengan tepat diarahkan ke atas filem gelatin. Keadaan pengeringan biasanya 20–25°C dengan kelembapan relatif dikekalkan antara 30–45% . Pengeringan yang terlalu cepat menyebabkan keretakan; pengeringan yang tidak mencukupi menyebabkan cengkerang lembut dan melekit. Terowong pengeringan pada mesin automatik moden mungkin 30 hingga 50 meter panjang berkesan , dengan pelbagai zon suhu dan kelembapan, untuk mencapai pengeringan seragam yang beransur-ansur. Peringkat ini biasanya mengambil masa 30–40 minit daripada jumlah masa kediaman terowong.
Setelah kering dengan kandungan lembapan yang betul (biasanya 13–16% b/b pada peringkat ini), cengkerang gelatin separa tegar dilucutkan secara mekanikal daripada pin menggunakan rahang pelucutan getah yang mencengkam dan menarik cangkerang tanpa herotan. Ini adalah langkah kritikal — sebarang ketidakteraturan permukaan pin atau pelinciran yang tidak mencukupi akan menyebabkan koyak atau herotan pada ketika ini.
Cengkerang yang dilucutkan mempunyai hujung terbuka yang tidak rata (hujung yang berada di hujung pin). Pisau putar ketepatan memangkas setiap cangkang mengikut panjang yang ditentukan dengan tepat. Penutup kapsul gelatin keras dan panjang badan ditakrifkan secara standard — contohnya, kapsul saiz 0 mempunyai panjang badan 18.0 mm dan panjang topi 11.7 mm (anggaran dimensi standard; spesifikasi tepat berbeza mengikut pengeluar). Ketepatan pemangkasan biasanya dalam lingkungan ±0.3 mm.
Badan dan penutup yang dipangkas dimasukkan ke dalam bahagian penyambung di mana ia diprakunci: badan meluncur ke dalam penutup ke kedudukan pra-kunci, mengekalkannya bersama-sama sebagai cengkerang kosong semasa pengendalian dan operasi pengisian. Kapsul pra-kunci boleh diasingkan dengan mudah dengan mengisi mesin untuk mengisi, kemudian disentap ditutup sepenuhnya selepas pengisian selesai. Mekanisme penyambung menggunakan panduan dan pengikut sesondol untuk menolak badan ke dalam penutup pada kedalaman terkawal.
Cangkerang kapsul gelatin kosong yang telah siap melalui sistem pemeriksaan automatik yang dilengkapi dengan kamera dan penderia yang mengesan kecacatan yang boleh dilihat — lubang jarum, dinding dua kali ganda, belahan, penyok dan ketidakkonsistenan warna. Kadar penolakan pada talian moden yang diselenggara dengan baik biasanya di bawah 0.5% . Cengkerang yang diterima dibungkus secara pukal dalam polibeg dalam karton kadbod dan disimpan pada keadaan terkawal 15–25°C dan 35–65% RH untuk mengekalkan integriti cengkerang semasa hayat simpanan (biasanya 3-5 tahun).
Kapsul gelatin keras dihasilkan dalam saiz piawai, setiap satu sepadan dengan kapasiti isipadu isian yang ditetapkan. Memilih saiz yang betul adalah keputusan formulasi yang kritikal.
| Saiz Kapsul | Anggaran Isipadu Isipadu (mL) | Berat Isian Biasa (mg) pada ketumpatan 0.8 g/mL | Aplikasi Biasa |
|---|---|---|---|
| 000 | 1.37 | ~1,100 | Veterinar dos tinggi, nutraseutikal |
| 00 | 0.91 | ~730 | Minyak ikan, ekstrak herba |
| 0 | 0.68 | ~545 | Saiz suplemen OTC yang paling biasa |
| 1 | 0.50 | ~400 | Produk Rx farmaseutikal |
| 2 | 0.37 | ~295 | Formulasi pertengahan dos |
| 3 | 0.27 | ~215 | API yang kuat, formulasi pediatrik |
| 4 | 0.21 | ~165 | Ubat yang sangat berpotensi tinggi |
| 5 | 0.13 | ~105 | Neonatal dan dos mikro |
Kapsul gelatin lembut (gel lembut) dihasilkan menggunakan proses enkapsulasi mati berputar , dicipta oleh Robert Pauli Scherer pada tahun 1933. Tidak seperti pembuatan kapsul keras, proses softgel membentuk cangkerang dan membungkus bahan pengisi secara serentak dalam operasi berterusan.
Jisim gelatin hangat (mengandungi gelatin, plasticizer - biasanya gliserin dan/atau sorbitol pada 20–30% berat gelatin kering - dan air) dihamparkan ke atas drum tuangan yang disejukkan untuk membentuk reben gelatin berterusan dengan ketebalan terkawal, biasanya 0.5 hingga 1.2 mm tebal . Dua reben terbentuk serentak - satu untuk setiap separuh kapsul.
Kedua-dua reben gelatin dimasukkan dari sisi bertentangan ke dalam mekanisme dadu berputar yang terdiri daripada dua gulung dadu berputar balas. Apabila reben menumpu pada acuan, bahan isian (cecair, ampaian atau tampal) disuntik daripada pam pengisi melalui mekanisme suntikan berbentuk baji yang diletakkan di antara reben. Dies mengecap dan mengelak gelatin di sekeliling bahan pengisi menggunakan haba dan tekanan - biasanya 37–40°C pada permukaan cetakan — sambil memotong kapsul dari reben secara serentak. Ini menghasilkan kapsul tertutup rapat dalam satu operasi.
Gel lembut yang baru dibentuk mengandungi 30–40% kelembapan dan mesti dikeringkan. Ia dipindahkan ke mesin pengering — drum berputar besar dengan aliran udara berhawa dingin — di mana ia berguling secara berterusan selama 2–4 jam untuk mengelakkan melekat dan menggalakkan pengeringan seragam. Pengeringan dulang seterusnya boleh diteruskan untuk 24–48 jam dalam persekitaran terkawal sehingga cengkerang mencapai kandungan lembapan keseimbangan kira-kira 6–10% b/b .
Isi untuk kapsul gelatin lembut mestilah cecair atau separa pepejal pada suhu pemprosesan. Bahan yang tidak serasi dengan pengisian softgel termasuk:
Kapsul Hydroxypropyl methylcellulose (HPMC) — juga dipanggil kapsul vegetarian atau vegan — telah memperoleh bahagian pasaran yang ketara sebagai alternatif kepada kapsul gelatin, terutamanya untuk produk yang menyasarkan pengguna vegetarian, vegan, halal dan halal. Proses pembuatan untuk kapsul HPMC menggunakan prinsip acuan celup yang sama, tetapi dengan perbezaan penting.
| Parameter | Kapsul Gelatin | Kapsul HPMC |
|---|---|---|
| Bahan cangkerang | gelatin yang berasal dari haiwan | Polimer selulosa yang berasal dari tumbuhan |
| Masa pelarutan (gastrik) | 3–10 minit | 15–30 minit |
| Sensitiviti kelembapan | Tinggi (rapuh di bawah 12% RH, lembut melebihi 65% RH) | Lebih rendah — lebih stabil merentasi julat RH |
| Kos seunit | $0.01–$0.05 | $0.03–$0.10 (lebih kurang 2–3× lebih tinggi) |
| Keserasian kelajuan pengisian | Cemerlang — berjalan pada semua pengisi standard | Baik — mungkin memerlukan pelarasan kelajuan |
| Risiko hubungan silang | Ya — aldehid dan gula penurun boleh bersilang cangkang | Tidak — tidak terdedah kepada pautan silang |
| Kesesuaian pemakanan | Tidak sesuai untuk vegan/vegetarian | Sesuai untuk semua pilihan diet |
Salah satu cabaran yang paling ketara dalam pembuatan dan perumusan kapsul gelatin ialah cangkang silang silang — tindak balas kimia di mana sebatian yang mengandungi aldehid (daripada eksipien, bahan pengisi atau pembungkus) bertindak balas dengan kumpulan amino dalam rantai protein gelatin, membentuk ikatan kovalen yang menjadikan cangkerang tegar dan tahan terhadap pembubaran.
Cangkerang gelatin bersilang mungkin lulus ujian pembubaran awal tetapi gagal selepas itu 3-6 bulan penyimpanan , mewujudkan risiko bioavailabiliti yang serius yang sering tidak dikesan sehingga kajian kestabilan dijalankan dengan baik. Ujian pembubaran dua peringkat USP telah dibangunkan khusus untuk menangani perkara ini: kapsul yang gagal kriteria pembubaran standard diuji sekali lagi dengan kehadiran enzim (pepsin atau pancreatin) untuk menentukan sama ada pautan silang adalah punca.
Pencetus yang diketahui untuk pautan silang dalam sistem kapsul gelatin termasuk:
Strategi mitigasi termasuk menggantikan laktosa dengan gula bukan penurun (cth., manitol atau selulosa mikrokristalin), menggunakan bahan pengering dan gas ruang kepala lengai dalam pembungkusan, memilih kapsul HPMC untuk formulasi mudah terdedah kepada aldehid, dan menjalankan ujian kestabilan dipercepatkan pada 40°C/75% RH selama 6 bulan sebagai protokol standard.
Pengeluar kapsul yang membekalkan industri farmaseutikal mesti beroperasi di bawah cGMP (Amalan Pengilangan Baik semasa) peraturan seperti yang ditakrifkan oleh FDA 21 CFR Parts 210/211 (AS), EudraLex Volume 4 (EU), atau garis panduan kebangsaan yang setara. Rejim kawalan kualiti untuk pengeluaran kapsul gelatin meliputi beberapa dimensi:
Di luar kapsul gelatin keras dan lembut standard, industri kapsul telah membangunkan varian khusus untuk memenuhi keperluan penghantaran ubat tertentu. Pengubahsuaian ini diperkenalkan sama ada semasa pembuatan cangkerang atau sebagai rawatan pasca pengeluaran.
Kapsul gelatin standard larut dengan cepat dalam asid gastrik (pH 1–2). Bagi ubat-ubatan yang tahan asid atau mesti dihantar ke usus, kapsul gelatin disalut selepas pengisian dengan polimer enterik seperti hydroxypropyl methylcellulose phthalate (HPMCP), cellulose acetate phthalate (CAP), atau Eudragit L100 . Salutan ini kekal utuh pada pH gastrik di bawah 5.0 tetapi larut pada pH usus melebihi 5.5–6.0, membolehkan pelepasan usus yang disasarkan.
Kapsul gelatin keras boleh diisi dengan formulasi cecair atau separa pepejal — teknologi yang merapatkan kesederhanaan pembuatan kapsul keras dengan kelebihan bioavailabiliti yang dikaitkan secara tradisional dengan gel lembut. Isi cecair untuk kapsul keras mestilah tidak berair atau mengandungi kurang daripada 10% air untuk mengelakkan cengkerang menjadi lembut. Selepas mengisi, kapsul dimeterai menggunakan pengikat (jalur gelatin yang digunakan di sekeliling persimpangan penutup badan), pengedap haba, atau kimpalan putaran. Format ini telah menunjukkan utiliti tertentu untuk meningkatkan bioavailabiliti ubat BCS Kelas II dan IV yang tidak larut melalui sistem penghantaran ubat berasaskan lipid (LBDDS).
Di luar HPMC, bahan cangkerang alternatif tersedia untuk aplikasi tertentu. Kapsul Pullulan (diperbuat daripada ubi kayu yang ditapai) menawarkan sifat penghalang oksigen yang sangat baik — kadar penghantaran oksigen lebih kurang 10 kali lebih rendah daripada gelatin — menjadikannya sesuai untuk bahan isian yang sangat sensitif terhadap pengoksidaan. Kapsul berasaskan kanji adalah satu lagi alternatif bebas haiwan tetapi kurang biasa digunakan kerana cabaran kerapuhan dan pemprosesan yang lebih tinggi.
Cangkang kapsul gelatin itu sendiri biasanya tidak digunakan untuk mencapai pelepasan yang diubah suai — fungsi itu biasanya dibina ke dalam pengisi (pelet bersalut, tablet mini, butiran pelepasan terkawal). Walau bagaimanapun, kapsul gelatin adalah bekas yang sesuai untuk menempatkan berbilang populasi pelet dengan profil keluaran yang berbeza. Contohnya, kapsul gelatin keras saiz 0 boleh mengandungi campuran pelet pelepasan segera dan pelet pelepasan lanjutan 8 jam dalam satu kapsul, mencipta profil keluaran dwifasa daripada langkah pembuatan mudah.
Cangkang kapsul gelatin kosong hanyalah sebahagian daripada cerita. Proses pengisian — yang dijalankan di pengilang farmaseutikal, organisasi pembangunan dan pembuatan kontrak (CDMO), atau farmasi pengkompaunan — adalah sama penting untuk kualiti produk akhir.
Pengisi kapsul industri (daripada pengeluar seperti IMA, Bosch/Syntegon, dan MG America) beroperasi secara berterusan atau terputus-putus. Mereka membuka cangkerang kapsul yang telah dikunci, mengisi badan dengan dos serbuk, pelet, atau cecair, dan kemudian menutup dan mengeluarkan kapsul yang telah diisi. Kadar keluaran untuk pengisi berputar berkelajuan tinggi berkisar dari 150,000 hingga 500,000 kapsul sejam . Kawalan variasi berat badan dicapai melalui penimbang automatik yang menolak kapsul di luar toleransi spesifikasi, biasanya ±5% daripada berat isian sasaran untuk mengisi serbuk.
Untuk pengkompaunan kelompok kecil atau pembuatan percubaan klinikal, plat pengisian kapsul (Torpac, Mesin Kapsul) membenarkan pengisian manual 50 hingga 300 kapsul setiap batch . Pengisi atas bangku separuh automatik merapatkan jurang, pengendalian 5,000 hingga 50,000 kapsul sejam dan adalah biasa dalam operasi farmaseutikal berskala kecil dan tetapan pengkompaunan khusus.
Pengisian kapsul gelatin keras mesti berlaku dalam persekitaran terkawal. Parameter yang paling kritikal ialah kelembapan relatif: cangkerang gelatin menjadi terlalu rapuh untuk dikendalikan di bawah 30% RH dan terlalu lembut dan norak di atas 60% RH . Keadaan bilik pengisian standard adalah 20–25°C dan 40–55% RH . Dalam iklim lembap, bilik pengisian memerlukan penyahlembapan aktif dengan sistem HVAC yang disahkan.
Bagi syarikat farmaseutikal, jenama nutraseutikal dan CDMO, memilih pembekal kapsul gelatin yang betul memerlukan penilaian merentas beberapa dimensi melebihi harga asas setiap seribu kapsul.
Alamat e-mel anda tidak akan diterbitkan. Medan yang diperlukan ditanda *
Jika anda ingin mengetahui lebih lanjut tentang produk kami, sila hubungi kami dan kami akan membantu anda.

